关键词 |
常德直缝管,湖南直缝管,直缝管批发,直缝管批发 |
面向地区 |
用途 |
自来水管 |
|
位移 |
额定位移 |
载荷 |
公称载荷 |
颜色 |
黑色 |
材质 |
Q235B |
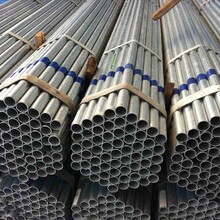
直缝钢管用易于焊接0317标准型号6012及钢母755软钢共同制造。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为4-10m,常要求定尺(或倍尺)交货。焊管的规格用公称口径表示(毫米或英寸)公称口径与实际不同,焊管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种。
埋弧焊直缝钢管采用的焊接工艺为埋弧焊技术,采用填充物焊接,颗粒保护焊剂埋弧。生产的口径可以达到1500mm,LSAW是埋弧焊直缝钢管的英文简称,埋弧焊直缝钢管的生产工艺有JCOE成型技术、卷制成型埋弧焊技术。当口径较大时可能用两块钢板进行卷制,这样会形成双焊缝的现象。可以执行的标准GB/T3091-2008低压流体钢管生产标准,GB/T9711.1-2 -1997石油天然气钢管生产使用标准,还可以执行美国API 5L 管线钢管执行标准。生产材质:Q195A-Q345E;245R;Q345QA-D;L245-L485;X42-X70。承压参数主要有2ST/T ,S为屈服强度,T为壁厚。埋弧焊已经发展成为,有双丝埋弧焊,还有多丝埋弧焊,效率更进一步提高。
高频焊接
高频焊接是根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的。高频焊是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。
热轧20#直缝钢管缺点:
【1】不均匀冷却造成的残余应力.残余应力是在没有外力作用下内部自相平衡的应力,各种截面的热轧型钢都有这类残余应力,一般型钢截面尺寸越大,残余应力也越大.残余应力虽然是自相平衡的,但对钢构件在外力作用下的性能还是有一定影响.如对变形,稳定性,抗疲劳等方面都可能产生不利的作用;
【2】经过焊接之后,直缝钢管内部的非金属夹杂物被压成薄片,出现分层现象.分层使20#直缝钢管沿厚度方向受拉的性能大大恶化,并且有可能在焊缝收缩时出现层间撕裂.焊缝收缩诱发的局部应变时常达到屈服点应变的数倍,比荷载引起的应变大得多
高频焊管机组
直缝钢管的高频焊接过程是在高频焊管机组中完成的。高频焊管机组通常由滚压成型、高频焊接、挤压、冷却、定径、飞锯切断等部件组成,机组的前端配有储料活套,机组的后端配有钢管翻转机架;电气部分主要有高频发生器、直流励磁发电机和仪表自动控制装置等组成。
工艺举例
现以焊制φ32×2mm直缝焊管为例,简述其工艺参数:
带钢规格:2×98mm 带宽按中径展开加少量成型余量
钢材材质:Q235A
输入 励磁电压:150V 励磁电流:1.5A 频率:50Hz
输出 直流电压:11.5kV 直流电流:4A 频率:120000Hz
焊接速度:50米/分钟
参数调节:根据焊接线能量的变化及时调节输出电压和焊接速度。参数固定后一般不用调整。
要求与检验
| 主营行业:管材 |
| 公司主营:湖南螺旋管,热镀锌角钢,镀锌钢管,镀锌槽钢 |
| 主营地区:湖南,江西,贵州 |
| 企业类型:有限责任公司 |
| 注册资金:人民币1000万 |
| 公司成立时间:2017-07-11 |
| 员工人数:11 - 50 人 |
| 研发部门人数:5 - 10 人 |
| 经营模式:贸易型 |
| 经营期限:2017-07-11 至 2053-07-10 |
| 最近年检时间:2023年 |
| 登记机关:长沙市工商行政管理局雨花分局 |
| 年营业额:人民币 2000 万元/年 - 3000 万元/年 |
| 年出口额:人民币 10 万元/年以下 |
| 年进口额:人民币 10 万元/年以下 |
| 经营范围:钢材、金属材料、不锈钢制品、有色金属、电子产品、日用品、塑料制品、机电产品、通用机械设备、消防设备及器材的销售;汽车零配件、灯具、建材、装饰材料的零售;五金建材批发。(依法须经批准的项目,经相关部门批准后方可开展经营活动) |
| 厂房面积:10000平方米 |
| 是否提供OEM:是 |
| 质量控制:内部 |
| 公司邮编:410000 |
| 公司电话:0189-42550575 |
| 公司传真:0189-42550575 |
| 公司邮箱:2562906190@qq.com |
| 公司网站:https://changsha0248566.11467.com/ |