关键词 |
常德镀锌角钢,镀锌角钢,常德镀锌角钢,镀锌角钢现货 |
面向地区 |
材质 |
Q235B |
|
规格 |
50*50 |
厂家 |
天津 |
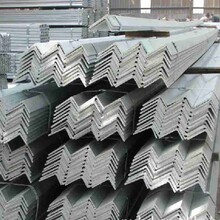
镀锌角钢分为热镀锌角钢和冷镀锌角钢。热镀锌角钢也叫热浸镀锌角钢或热浸锌角钢。冷镀锌涂料主要通过电化学原理锌粉与钢材的充分接触,产生电极电位差来进行防、腐。
按工艺分类可分为热镀锌角钢和冷镀锌角钢。市场常见的是热镀锌角钢。冷镀锌角钢,一般需要根据用户需求用冷镀加工。按边长可分为镀锌等边角钢和镀锌不等边角钢。热镀锌又分为吹镀和挂镀。
热镀锌角钢
热镀锌角钢也叫热浸镀锌角钢或热浸锌角钢。是将除锈后的角钢浸入500℃左右融化的锌液中,使角钢表面附着锌层,从而起到防腐的目的,适用于各种强酸、碱雾气等强腐蚀环境中。
流程:热镀锌角钢工艺流程:角钢酸洗→水洗→浸助镀溶剂→烘干预热→挂镀→冷却→钝化→清洗→打磨→热镀锌完工。
如果冷镀锌单成膜,作为防腐涂层时,表面粗糙度可控制得略小一点,以冷镀锌的涂层厚度;而当冷镀锌作为重防腐涂料的底层,总配套涂层厚度大于180微米时,为整个涂层的附着力,钢材表面粗糙度Rz应大于60微米。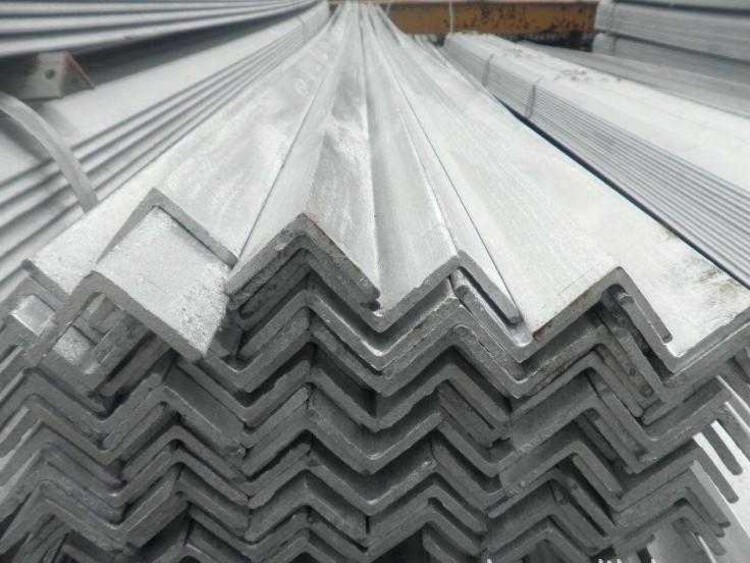
角钢的表面质量在标准中有规定,一般要求不得存在使用上有害的缺陷,如分层、结疤、裂缝等。
角钢几何形状偏差的允许范围在标准中也有规定,一般包括弯曲度、边宽、边厚、顶角、理论重量等项,并规定角钢不得有显著的扭转。
热镀锌角钢
热镀锌角钢也叫热浸镀锌角钢或热浸锌角钢。是将除锈后的角钢浸入500℃左右融化的锌液中,使角钢表面附着锌层,从而起到防腐的目的,适用于各种强酸、碱雾气等强腐蚀环境中。
流程:热镀锌角钢工艺流程:角钢酸洗→水洗→浸助镀溶剂→烘干预热→挂镀→冷却→钝化→清洗→打磨→热镀锌完工。
热镀锌角钢的镀锌层厚度均匀,可达30-50um,可靠性好,镀锌层与钢材间是冶金结合,成为钢表面的一部份,因此热镀锌角钢的镀层持久性较为可靠。热镀锌角钢的原材料为角钢,所以分类于角钢相同。
镀锌角钢
镀锌角钢
冷镀锌角钢
冷镀锌工艺用于保护金属防止腐蚀,为此利用了锌填料的涂料,在利用任何一种涂敷的方法将其涂在被保护表面,干燥之后形成锌填料涂层,在干燥涂层中具有含量的锌(达到95%)。适合于修理工作(即在修理工作过程中,仅在被保护的钢表面损伤的地方,只要修理好表面就可以重新涂敷)。冷镀锌工艺用于各种钢制品和构筑物的防腐。
冷镀锌涂料主要通过电化学原理来进行防腐,因此锌粉与钢材的充分接触,产生电极电位差,所以钢材表面处理很重要。喷涂冷镀锌前,应选择机械除锈(喷砂、抛丸等),使钢材表面清洁度达到ISO 85O1—1 Sa 2.5级,相当于GB 8923 Sa 2.5级。它的文字定义为:“钢材经过机械除锈后,表面无油、无锈,无氧化皮及其他的污物,或仅留轻微的痕迹;95%钢材表面受到钢丸(砂)冲击,露出金属的光泽。”
对于表面处理质量的另一个指标——粗糙度,不同冷镀锌材料对粗糙度的要求不同。在锌加(Zinga)的施工说明中,要求平均粗糙度Ra=12.5 ,即粗糙度Rz=55~75微米。在“强力锌”及“罗巴鲁”施工说明书中,对粗糙度的要求略低,Rz=40~60微米。
如果冷镀锌单成膜,作为防腐涂层时,表面粗糙度可控制得略小一点,以冷镀锌的涂层厚度;而当冷镀锌作为重防腐涂料的底层,总配套涂层厚度大于180微米时,为整个涂层的附着力,钢材表面粗糙度Rz应大于60微米。

湖南本地镀锌角钢热销信息